

以下是:江西省吉安市#无缝钢管#选择我们的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 #无缝钢管#选择我们供应范围覆盖江西省、南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市、鹰潭市 吉州区、青原区、吉水县、峡江县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市等区域。 【星腾伟业】以匠心打造多元场景产品,涵盖青原无缝钢管经久耐用、遂州无缝钢管厂家型号齐全、南昌无缝钢管厂家直销放心、上饶无缝钢管按需设计、宜春无缝钢管检验发货、赣州无缝钢管优质材料厂家直销等。#无缝钢管#选择我们,星腾伟业金属材料(吉安市分公司)为您提供#无缝钢管#选择我们,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 江西省,吉安市 元初,取“吉泰民安”之意改称“吉安”。2000年5月11日,撤销吉安地区,成立地级吉安市。吉安市境内有佛教圣地——青原山,产生了禅宗青原派,吉安因此名扬海内外。庐陵文化是吉安江右人创造出来的区域性文化,是江右文化的重要支柱。吉安有革命摇篮井冈山、武功山、羊狮慕、白鹭洲书院、吉州窑、庐陵文化生态园、文天祥纪念馆、渼陂古村、陂下古村、燕坊古村、快阁、槎滩陂等景区景点。吉安市先后获中国旅游城市、全国双拥模范城市、森林城市、园林城市、全国绿化模范城市、全国文明城市、卫生城市等荣誉称号。吉安也是长江中游城市群重要成员。
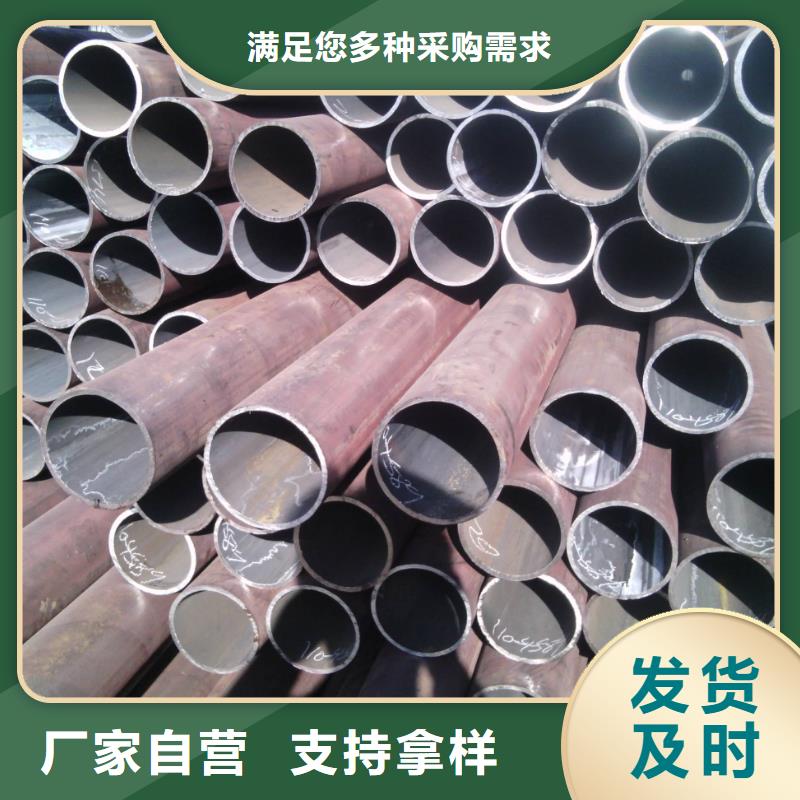
以下是#无缝钢管#选择我们的现场实拍视频,让您更好地了解产品的优点和特点不容错过。以下是:江西吉安#无缝钢管#选择我们的图文介绍
江西吉安星腾伟业金属材料有限公司位于开发区汇通物流园B115。生产的主要产品有: 无缝钢管。
诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。
竭诚欢迎广大客户前来参观指导、协商洽谈!
一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元通常是两种计算方法: 1、0.01元/mm2, 2、过小的零件一般按件计算大部分地方都是5厘/平方毫米! 普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。我做过沙迪克的慢丝。那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。例如:割钨钢就要番倍了,一般是2~~3倍。他们加工 是50元一件(批量除外)标准计费方法:0.08元/平方毫米. 普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍. 标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodickaq550ls 刀每小时走丝合成平方毫米为2400,第二刀约为 刀的5倍。第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。快丝的话有的可以0.015元mm也有0.005元mm也有10元小时慢走丝加工割一刀0.03mm慢走丝加工割两刀0.038mm慢走丝加工割三刀0.045mm慢走丝加工割四刀0.055mm大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨。钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算 70RMB,每工 50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价=展开落料公斤数x市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t=2.01804-m7级IT7 冷作加工费用:8.0~8.4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7.2~7.5RMB/KG。以上加工系数基数设置为1。
一、变形的原因
钢的变形主要原因是钢中存在内应力或者外部施加的应力。内应力是因温度分布不均匀或者相变所致,残余应力也是原因之一。外应力引起的变形主要是由于工件自重而造成的“塌陷”,在特殊情况下也应考虑碰撞被加热的工件,或者夹持工具夹持所引起的凹陷等。变形包括弹性变形和塑性变形两种。尺寸变化主要是基于组织转变,故表现出同样的膨胀和收缩,但当工件上有孔穴或者复杂形状工件,则将导致附加的变形。如果淬火形成大量马氏体则发生膨胀,如果产生大量残余奥氏体则相应的要收缩。此外,回火时一般发生收缩,而出现二次硬化现象的合金钢则发生膨胀,如果进行深冷处理,则由于残余奥氏体的马氏体化而进一步膨胀,这些组织的比容都随着含碳量的增加而增大,故含碳量增加也使尺寸变化量增大。
二、淬火变形的主要发生时段
1.加热过程:工件在加热过程中,由于内应力逐渐释放而产生变形。
2.保温过程:以自重塌陷变形为主,即塌陷弯曲。
3.冷却过程:由于不均匀冷却和组织转变而至变形。
三、加热与变形
当加热大型工件时,存在残余应力或者加热不均匀,均可产生变形。残余应力主要来源于加工过程。当存在这些应力时,由于随着温度的升高,钢的屈服强度逐渐下降,即使加热很均匀,很轻微的应力也会导致变形。
一般,工件的外缘部位残余应力较高,当温度的上升从外部开始进行时,外缘部位变形较大,残余应力引起的变形包括弹性变形和塑性变形两种。
加热时产生的热应力和想变应力都是导致变形的原因。加热速度越快、工件尺寸越大、截面变化越大,则加热变形越大。热应力取决于温度的不均匀分布程度和温度梯度,它们都是导致热膨胀发生差异的原因。如果热应力高于材料的高温屈服点,则引起塑性变形,这种塑性变形就表现为“变形”。
相变应力主要源于相变的不等时性,即材料一部分发生相变,而其它部分还未发生相变时产生的。加热时材料的组织转变成奥氏体发生体积收缩时可出现塑性变形。如果材料的各部分同时发生相同的组织转变,则不产生应力。为此,缓慢加热可以适当降低加热变形, 采用预热。
此外,由于加热中因自重而出现“塌陷”变形的情况非常多,加热温度越高,加热时间越长,“塌陷”现象越严重。
众所周知,试样的几何因素是个重要因素。但各企业对拉伸试验的几何尺寸,形状等的规定却存在差别,因此有必要对此进行探讨,便于各生产单位和使用单位之间的相互了解。本文对试样的形状变化、宽度变化、不同平行长度对拉伸试验性能的影响进行了讨论;同时用光弹方法研究了板状样过渡圆弧半径及试样夹持部位等因素对拉伸试验结果的影响。
一、试验材料及实验条件
试验材料分别为薄板08Al、08F;中厚板X60、A3钢。均经化学成分检验,符合标准要求,加工试样精度符合GB 6397-86 金属拉伸试验试样标准, 要求拉伸试验在 材料试验机上进行。十字头速度恒定为10mm/min;引伸计符合ASTM E83C级要求;标距划线机线间长度误差小于0.1mm;光弹试验在光弹议上进行。
二、试验结果和讨论
1.试样对拉伸性能的影响
按照GB/T228-2010 金属拉伸试验标准要求,中厚板既可取保留原表面的板状试样,也可制成棒状试样测试拉伸性能。为表明二者是否存在差异,我们将X60(8mm厚)和A3(10mm厚)钢板分别制成带头板状样和直径为5mm的棒状试样进行实验。采用短比例试样。
结果表明:两种形状的试验结果是有差异的。棒状试样的应力σ5较板状试样高得多。我们认为原因在于;棒状试样经加工,表面光滑,缺陷少;而板状试样两表面均为直接轧制面,表面缺陷相对多一些。另外,两种试样在拉伸时的应力和应变状态也有差异。棒状试样的派生应力σ2=σ3,ε2=ε3,四周缩变均匀,而板状试样σ2≠σ3,ε2≠ε3,也造成的试验的结果不同。
2.试样宽度对拉伸结果的影响
板状拉伸试样的宽度,在其他因素相同的情况下,宽度保准也大不相同。为明确试样宽度对拉伸机械性能的影响。我们分别取08Al冷轧板和08F热轧板进行比较研究。
试样基本尺寸符合标准要求,固定其他尺寸,变化试样宽度。
结果表明:在固定标距的情况下,随试样宽度增加,σ0.2或(σs)和σb有下降趋势。我们认为:其原因在于随着试样宽度的增加,派生应力σ2增加,试样由单向拉伸逐渐转向平面应力状态,从而使参加流变的材料逐渐增多之故。
3.平行长度对板状试样拉伸性能的影响
一般都认为:平行试样长度越长,材料变形越均匀,伸长率就越大。但在实际工作中得出的结论却并非完全如此。同时平行长度的增大引起试样重量的增加,对材料也是一种浪费,因而需要明确一个范围,在不同 的标准中,我们同样发现平行长度有差异,如有l0+b/2, l0+b, l0+2b, (b为试样的宽度)。为进一步明确平行长度对拉伸试样机械性能的影响,我们用08Al冷轧板研究了这一问题。
试样尺寸符合标准要求,固定其他尺寸,变化试样平行长度。
选购#无缝钢管#选择我们来江西省吉安市找星腾伟业金属材料(吉安市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:任威-【0527-88266222】,地址:[开发区汇通物流园B115]。









