
以下是:江西省吉安市45#绗磨管加工原理的产品参数
产品参数 产地 聊城 类型 绗磨管 材质 钢管 可定制 是 品牌 九冶 范围 45#绗磨管加工原理供应范围覆盖江西省、南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市、鹰潭市 吉州区、青原区、吉水县、峡江县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市等区域。 【九冶】业务覆盖多元场景,提供以下产品和服务:万安绗磨管出货及时、遂州绗磨管随到随提、宜春绗磨管您身边的厂家、新余绗磨管精挑细选好货、上饶绗磨管拥有核心技术优势等。45#绗磨管加工原理,九冶管业(吉安市分公司)为您提供45#绗磨管加工原理,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 江西省,吉安市 吉安市,江西省辖地级市,古称庐陵、吉州,位于江西省中部,赣江中游,西接湖南省,南揽罗霄山脉中段,据富饶的吉泰平原,地形以山地、丘陵为主,属亚热带湿润性气候,总面积25283平方千米。截至2022年10月,全市辖2个区、10个县,代管1个县级市。截至2022年底,全市常住人口为442.38万人。
想要更直观地了解45#绗磨管加工原理产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:江西吉安45#绗磨管加工原理的图文介绍江西吉安九冶管业有限公司是集(江西吉安) 本地 绗磨管生产、销售、设计、制作、安装为一体的厂家,并具有一整套完善的运营模式。长年专业从事生产、销售各种(江西吉安) 本地 绗磨管等。欢迎来电咨询。
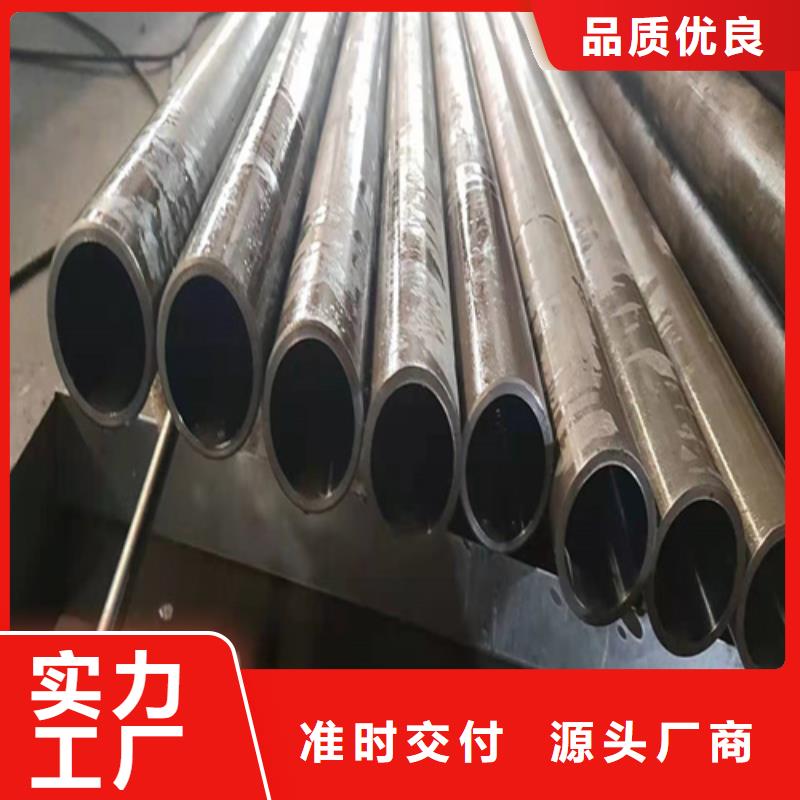
45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。
45#绗磨管油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要
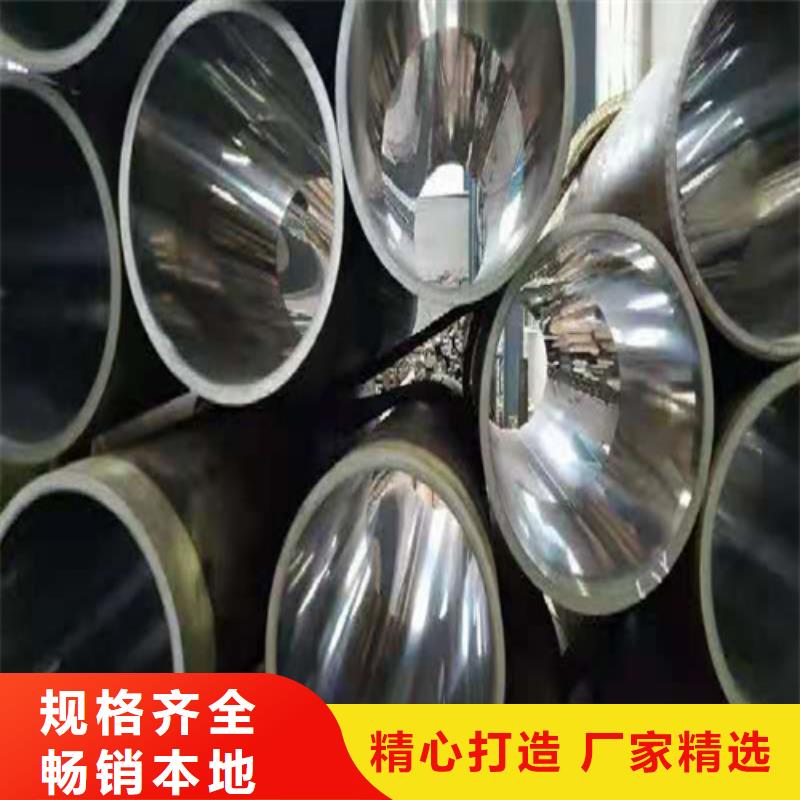
薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。抛光一般是用软质的抛光轮,比如丝绸。或者圆盘型的抛光盘加上抛光膏,就是一种很细的磨料,对工进行精细加工,可以得到高的表面光洁度。但它在加工时无刚性基准面,因此不能形位误差。可以对不规则表面进行抛光。珩磨是一种高精度磨削加工。不光对孔,在淬硬齿面上也可以进行,比如“珩齿”加工。但加工孔比较多见。比如发动机缸体的加工。它使用组合磨具,安装在浮动夹具上,可以微量的自我调节,因此可以适应孔的形状误差。因此它也不能孔的形位误差。
油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
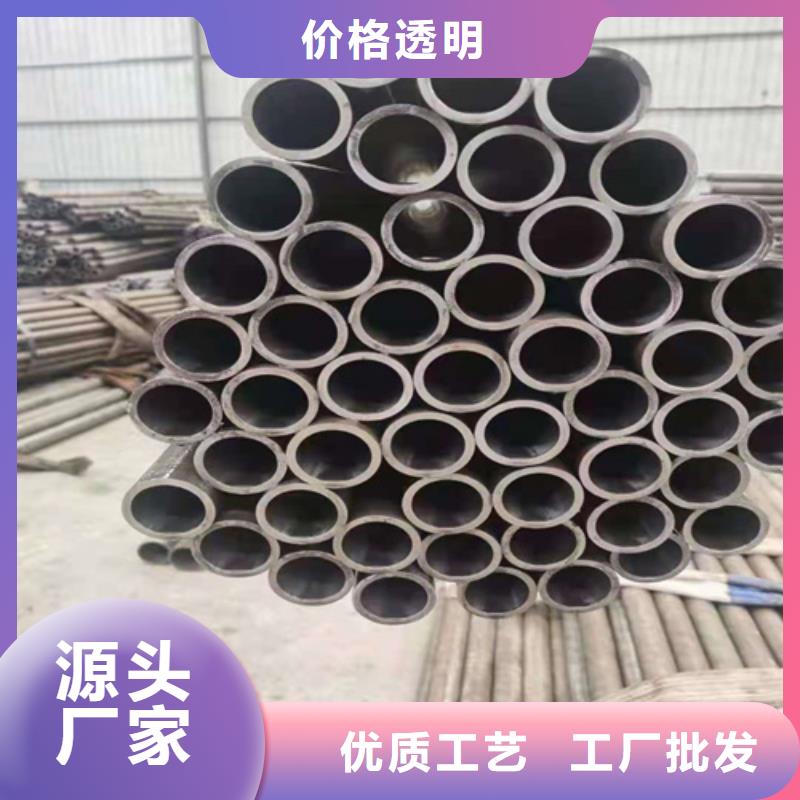
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
45#绗磨管加工原理_九冶管业(吉安市分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:李经理,丁块工业园。










