

以下是:德州市乐陵市护栏供货商的产品参数【盛联】业务覆盖多领域场景,主营禹城不锈钢复合管质量牢靠、宁津不锈钢复合管专注细节更放心、夏津不锈钢复合管敢与同行比质量等产品服务。护栏供货商,盛联管业(德州市乐陵市分公司)为您提供护栏供货商产品案例,联系人:张经理,电话:【0527-88266888】、【0527-88266888】。 山东省,德州市,乐陵市 2022年,乐陵市地区生产总值283.2亿元,比上年增长4.1%。
想知道护栏供货商产品为何如此受欢迎?观看视频,答案自在其中。
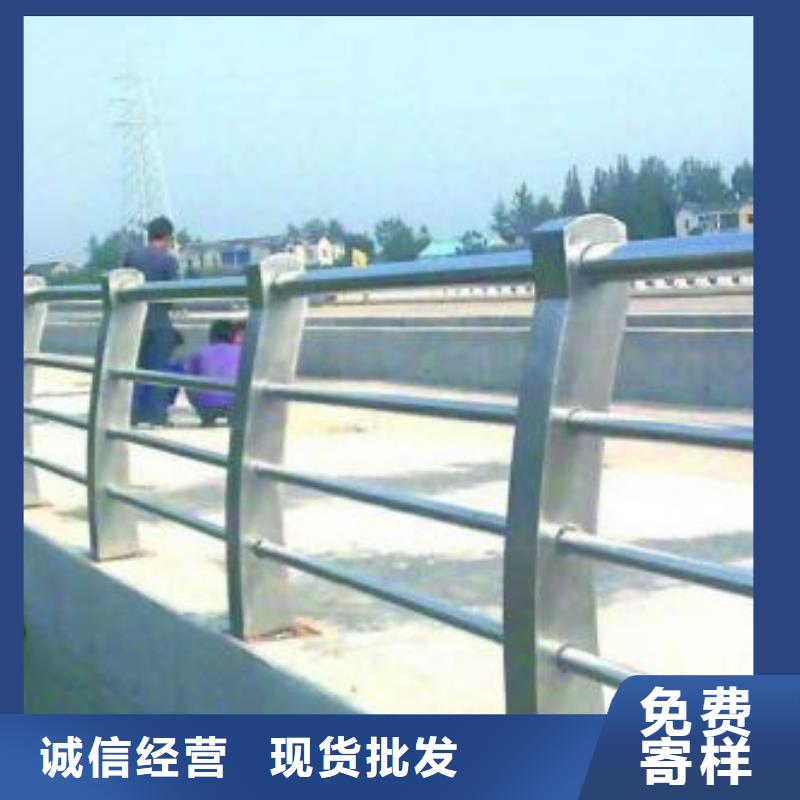
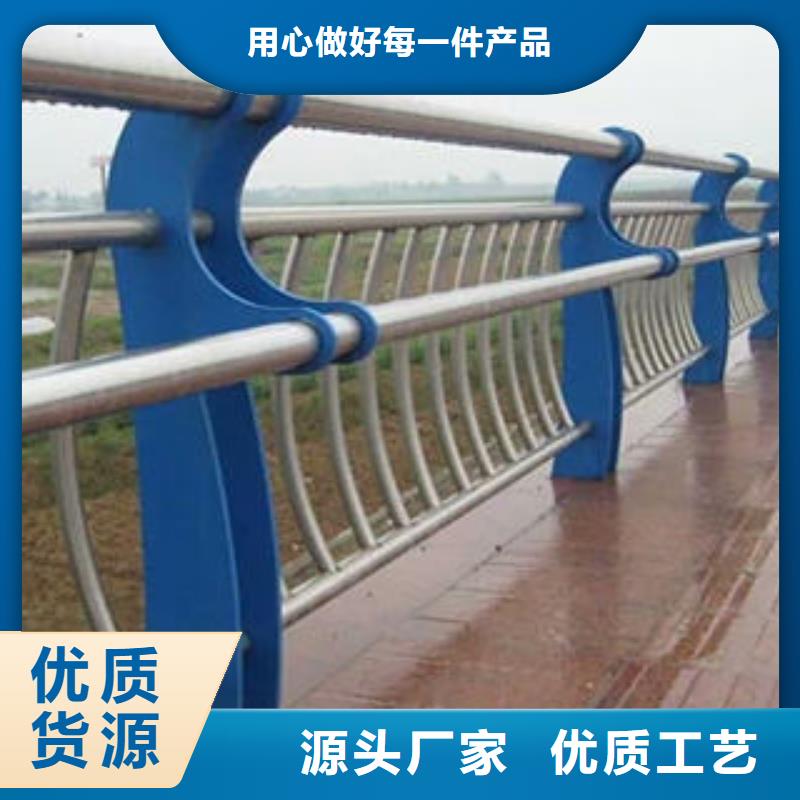
以下是:德州乐陵护栏供货商的图文介绍德州乐陵盛联管业有限公司将以高性能的产品、合理的价格吸引各方来宾、专业的售前售后服务打动顾客;让顾客因创造价值而满意,做永远的朋友!
其次,两者相比拟具有的的区别还在于不锈钢碳素钢复合管材质主要为碳素的,外面包有一层不锈钢,重量较沉,起来不便当,并且运用的时间长了容易生锈,运用时间短,固然价钱低价,但是破费在防锈和上面的钱很多,无形的耗费了本钱。
下面我就来做一下比拟。而不锈钢管,都是用不锈钢材质制造的,比拟轻,但它的承重才干要比复合管差很多,还不易被侵腐蚀,具有更长的运用时间。再次,不锈钢碳素钢复合管是在不锈钢管的根底上,进一步研讨实验而成的,它既继承和包含了不锈钢的益处又有碳素钢的耐用。
在钢管内侧壁掩盖上不锈钢资料,运用的时分管道经过氧化作用从而构成一种厚度较小的维护薄膜,这种薄膜金属氧化,所以不锈钢的耐腐蚀性能比拟强,即能耐受水和空气的氧化作用,又能够接受强度不高的酸碱的腐蚀。细致如下:不容易产生污垢、抗腐蚀才干强。
高机械强度、高伸展性。内衬不锈钢复合管中的外层钢管是采用强度较高的钢质资料运用先进的无损压力复合技术复合而成,这样就继承了钢制管道的高硬度、善伸展的特性。当外层钢管需求焊接时,由于两侧的焊接点不在一个程度线上,了焊接后的强度牢靠性。
能够焊接。为了焊接后的性和强度,在焊前应先焊接点外表四周的锈、碎屑、氧化膜等。能够运用螺纹衔接。管口和管件之间衔接也能够采用螺纹链接,管螺纹联接面是两面穿插的螺纹,这样能够使管件加工时产生的误差降到小,并且在管体或收缩时系数接近。
内衬不锈钢复合钢管中的外层钢管是采用按GB/T3091-2001低压流体保送用焊接钢管消费的焊接钢管、或按GB/T8163-1999保送流体用无缝钢管消费的无缝钢管、或按SY/T5037-2000消费的螺旋缝埋弧焊钢管消费的螺旋缝焊管。保送石油自然气的内衬不锈钢复合钢管的外层钢管,是按GB/T9711-1997石油自然气保送钢管交货技术条件中止消费的。
焊接钢管或无缝钢管的抗拉强度都不小于335MPa,伸长率不小于15%,保送自然气和石油的内衬不锈钢复合钢管的外层钢管伸长率抵达25%,钢管都经过0MPa以上的水压实验,并经过规则的弯曲实验或压扁实验。按GB9711消费的输气、输油钢管,还要中止断裂韧性实验、金相检验、拉伸实验和较度的耐压实验。
在外层钢管内复合不锈钢管后使总壁厚,强度,不只可用于民用输水、输气,并可用于保送用流体。当外层钢管采用焊接钢管时,由于外层钢管和不锈钢管的焊缝不在同一位置,了复合钢管的强度牢靠性。焊接内衬不锈钢复合钢管之间能够采用焊接。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
护栏供货商_盛联管业(德州市乐陵市分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:张经理,聊城市许营工业园。








